
-
Металлообработка
- Токарные станки
- Фрезерные станки
- Ленточнопильные станки
- Сверлильные станки
- Шлифовальные станки
- Листогибочное оборудование
- Гильотинные ножницы
- Вальцы
- Обработка арматуры
- Трубогибы и профилегибы
- Отрезные станки
- Прессовое оборудование
- Станки для листа
- Тиски
- Оснастка и комплектующие
- Заточные для сверл и фрез
- Художественная ковка металла
- Деревообработка
- Главная >
- Каталог >
- Металлообработка >
- Листогибочное оборудование >
- Гидравлические листогибы с ЧПУ >
- Гидравлический листогиб ПЛГ-63.2000 с ЧПУ







Гидравлический листогиб ПЛГ-63.2000 с ЧПУ
-
Уточнить цену
-
Усилие (тонн): 63

-
Ширина листа: 2000

- Производитель: Россия
- Модель: ПЛГ-63.2000 с ЧПУ
-
Количество:
- +
Гидравлический листогибочный пресс ПЛГ-63.2000 с ЧПУ это функциональное высококачественное оборудование. На станки могут устанавливаться различные системы управления от простых контроллеров типа ESTUN E200 с управлением до 2 осей, до наиболее прогрессивных систем с графическим отображением детали во время гибки, 3d построением модели и управлением до 9 осей производства Delem.
Ниже представлены наиболее популярные системы управления от самых простых систем слежения E10 и контроллера E200 до систем с полноценной 3d визуализацией.

В настоящее время наибольшей популярностью пользуются листогибы с ЧПУ с управлением по 3 осям (независимое управление гидроцилиндрами Y1 и Y2, а также задним упором – ось X). Независимое управление приводами пуансона дают гарантию качественного гиба, избавляют от необходимости проводить калибровки торсионного вала.
В целом, листогибочный пресс с ЧПУ в сравнении с прессом ручного управления позволяет добиться значительно более высоких результатов не только по качеству гибки, но и по производительности. Программное управление станком позволяет исключать ошибки, связанные с перебжкой ползуна, неточной установкой концевика и прочих, а кроме того автоматизация перемещения задних упоров, автонастройка параметров гиба значительно экономит время оператора. При гибке по написанной программе оператору остается только упирать заготовку в заранее отведенные на нужное расстояние задние упоры и контролировать процесс работы станка.
Современные стойки программного управления листогибом предусматривают возможность программирования перемещений задних упоров по 6 осям, перемещение пуансона по 2 осям (независимое управление гидроцилиндрами) и управление системой антипрогиба (бомбирования). Это максимальный функционал пресса, который позволяет получать детали практически любой сложности и профиля, при условии должного оснащения гибочным инструментом.
Все современные системы ЧПУ листогибочных прессов имеют весьма обширный функционал:
- База материалов и инструмента с возможностью записи новых материалов.
- Автоматический расчет координат для каждого перехода с построением оптимальных последовательностей гибки.
- Расчет длины исходной развертки, с учетом всех технологических уклонов и радиусов.
- Проведение корректировки угла гиба (требуется при нестабильном качестве стали заготовки) путем ввода полученного угла после первого гиба.
- Возможность добавления нового и нестандартного инструмента.
- Графическая отрисовка последовательности гиба.
Перечисленный функционал не только позволяет упростить работу оператора и исключить ряд случайных ошибок, но и в любой момент найти уже отработанную программу и запустить ее снова. Таким образом, для цеха с широкой номенклатурой решается проблема долгой переналадки и перестройки оборудования с одного изделия на другое.
Технические характеристики
|
Наименование
|
Размерность
|
Данные
|
|
|
Номинальное усилие пресса
|
кН
|
630
|
|
|
Длина стола и ползуна
|
мм
|
2500
|
|
|
Расстояние между стойками
|
мм
|
2050
|
|
|
Ширина стола
|
мм
|
160
|
|
|
Расстояние от оси ползуна до станины (глубина зева)
|
мм
|
250
|
|
|
Ход ползуна
|
мм
|
120
|
|
|
Наибольшее расстояние между столом и ползуном
|
мм
|
340
|
|
|
Величина регулировки расстояния между столом и ползуном
|
мм
|
80
|
|
|
Скорость ползуна:
? при холостом ходе
? при рабочем ходе
? при возвратном ходе
|
мм/сек
мм/сек
мм/сек
|
20-45
10
45
|
|
|
Номинальное рабочее давление гидравлической системы
|
МПа
|
180-200
|
|
|
Насос масляный 25MCY14-1B
|
Qном
|
МПа
|
31.5
|
|
|
Рном
|
см?/об
|
25
|
|
Электродвигатель гидропривода
YX3-132M2-6
|
Мощность
|
кВт
|
5.5
|
|
|
Скорость вращения
|
об/мин
|
960
|
|
Мотор-редуктор механизма регулировки хода ползуна YS5634
|
Мощность
|
кВт
|
0.12
|
|
|
Скорость вращения
|
об/мин
|
1400
|
|
Электродвигатель заднего упора
YX3-802-6
|
Мощность
|
кВт
|
0.55
|
|
|
Скорость вращения
|
об/мин
|
910
|
|
Максимальное перемещение заднего упора
|
мм
|
800
|
|
|
Смазка
|
Жидкая централизованная автоматическая и ручная периодическая | ||
|
Режим работы
|
1.Наладочный
2.Одиночный
3.Автоматический
|
||
|
Габариты пресса:
? длина
? ширина без учета съемных упоров
? высота
|
мм
мм
мм
|
2500
1300
2200
|
|
|
Вес
|
кг
|
4550
|
|
Описание:
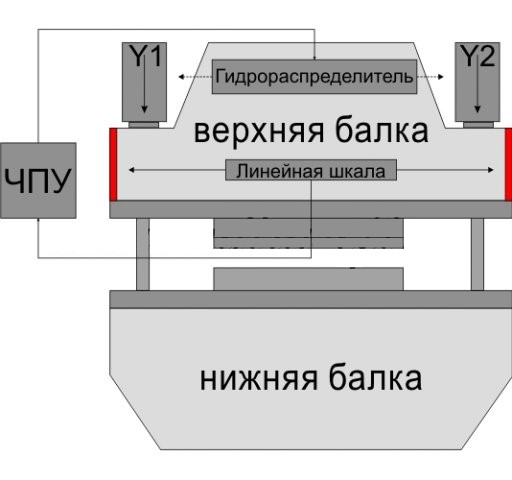 |
Гидроцилиндры приводятся в движение мотор помпой и электромагнитными клапанами. Движение задается системой ЧПУ. Синхронизация работы гидроцилиндров происходит путем отслеживания перемещения верхней балки относительно оптических линек, контролирующие оба гидроцилиндра. Линейки установлены на кронштейне, который ограничен от возникающих деформаций в С образной раме. Такой способ позволяет обеспечить синхронность работы осей Y1 и Y2 с точностью до 0,01мм. Синхронизация производится в автоматическом режиме. |
 |
Сварная стальная рама, прошедшая термообработку для снятия остаточного напряжения обеспечивает жесткость конструкции. |
|
|
Система компенсации прогиба стола производится гидравликой. Это обеспечивает равномерный гиб по всей длине детали. Управление системой компенсации прогиба производится от ЧПУ, что обеспечивает высокую точность и сокращает вспомогательное время на переналадку станка. |
 |
Задний упор на шариковинтовой паре с двумя пальцами и тремя закаленными упорными поверхностями обеспечивает высокую точность гибки – до 0,1 мм. Перемещение в плоскостях R, Z1, Z2, X1 и X2 производится вручную или программно, в зависимости от выбранной комплектации. Это позволяет поизводить гибку сложных профилей без длительной переналадки станка. |
 |
Система ЧПУ Delem DA56 и выше (Нидерланды) в автоматическом режиме производит вычисления и оптимизирует работы пресса. В процессе гибки на графическом дисплее отображается последовательность гибки, каждый шаг выводится на дисплей и подсказывает оператору о возможных ошибках. Все что необходимо занести в программу - это основные данные материала (длина, толщна, вид материала), получаемый профиль гиба и данные о инструменте.
|
- - Срок доставки от 1 дня
- - Осуществляется с помощью Транспортных компаний: ТК Байкал-Сервис, ТК ПЭК, СДЭК, ТК Деловые линии, ТК Ратэк, ТК GTD и другие
- - Доставка до терминала ТК в городе отправления - бесплатная
- - Межтерминальная перевозка от 200 руб.
- - На некоторый товар действует бесплатная доставка до Вашего города
Мы стараемся работать максимально гибко для удобства наших клиентов. Поэтому мы предусмотрели различные варианты оплаты.
-
Наличными в офисе компании
-
Банковский перевод
Правильно подобранное оборудование помогает решать задачу быстро, надежно и безопасно.